

 |
姓名: | 李为明 |
 |
领域: | 生产管理 |
 |
地点: | 广东 东莞 |
 |
签名: |
- 博客等级:

- 博客积分:6696
- 博客访问:7987617

|
2010/4/19家具业生产管理绝招之一——论生产排程
决胜管理研究院:李为明
很多家具业生产混乱,生产排程的原因占了大约90%,如果不将生产排程理顺,却去上关于执行力、团队之类的课程和搞绩效考核,无异于缘木求鱼。
在生产排程上,首先要处理欠货的订单,如果产能充裕,处理完欠货单后,再来做适当的安全存量。
 以下是我为一家家具厂作的关于清理欠货的生产理顺方案步骤:
近期生产理顺的步骤
第一步
列出所有的未出货或欠货清单
依据欠货日期排序
第二步
业务清理为何很多订单有货,而未出货
第三步
成品仓管对照这些欠货,检查有无存货
检查车间有多少欠货产品正在线上
减去成品和在制为需要下单生产量
第四步
将需要生产的欠货依序排成梯形生产计划
注意,最好的批量就是欠货量,最多不超过2倍,一般产品量不能超10个
第五步
清理车间一些长年滞留的部件,这些部件阻碍生产进度
清理车间手上的旧订单,旧订单未完前,他们不做最急的新订单
第六步
除少数工序外,其他工序产量其实并不会受到小批量的影响
调配2-3名人员,专事换模或调机,以确保机手快速顺利生产
第七步
必须要求生产按此生产次序和批量交货
第八步
如此,即可兼顾到生产效率、交期、降低库存、满足客人欠货等多方面需求
清理完货欠货,就来做适量的安全库存,首先将几年来各产品的每月销量作平均汇总,再考虑到关于季节因素、专卖店数量的增减情况,大约可得出各产品的安全存量,如图:
 得出安全存量后,将成品库存减去安全存量,即为欠量,及时生产,按欠量比例大小排序,如图:
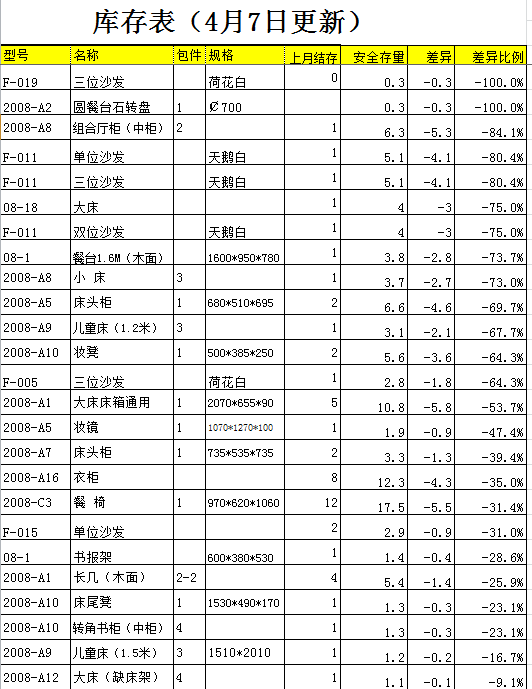 生管如此顺序下单生产即可,则一天可处理十行以上,非常快捷。
在家具业的生产管理中,有几个一般人难以迈过的门槛:
第一为生产批量
几乎所有人认为,一次做50个比较划算,哪怕客户只要3个,他们都说,做3个也是做一次转换,做50个也是做一次转换,所以干脆一次做了,留做库存,但这样做的危害极大。
做3件产品,加工时间短,但转移起来极快,而且做完后,可以继承做后面的订单,车间不留在制品,现场简洁顺畅。
做50件,好象是说节省了一次换模时间,但目前家具业,我未看到有谁能做到小批量转移,比如一个产品要加工3分钟,3件产品加工时间为9分钟,10道工序的时间为90分钟即可完成。而做50件,每件需要3分钟,一道工序的加工时间为150分钟,10道工序的总加工时间为1500分钟,其交期速度可谓天壤之别。如果再算上下班后要休息,晚上不上班,周日放假等因素,一个订单的交期可能不是1500小时可以结束,这样分析,我们就可以理解为何一件产品的纯加工时间只有几天,但在生产车间却要几个月才能出货的原因所在。
第二个迈不过的槛为全员要忙碌
现在员工的工资不断上涨,各种福利和费用上升是客观事实,所以,大家都认为,只有全员忙碌才能是最大的有效产出,但结果并不是如此。
我们认为正确的方式是:比如生产的工序为A、B、C、D,当前面的工序在做A时,B工序如果没有工作,宁可做清理整顿,保养机器和做维护的工作,或者准备模板等,不能没事找点事来做,当B工序的员工在空闲时,A工序的产品来时,B工序才可以马上接手生产,尤如接力赛,B工序完成后,迅速交给C工序,这样,一个产品可以在最接近纯加工时间的期限内完成。
如果A工序完成后,而B工序在做一些为了工作而工作的事情,B工序肯定不能马上接手A的工作,于是,订单滞留的现象发生了,如果终于B工序也完成了该产品,C工序也在忙其他的工作,产品于是再一次滞留,如果每个工序如此下去,订单的交期会无限延长。
第三个迈不过的槛为要培训和转变的是员工
有话说,没有不好的士兵,只有不好的将军,我们很多人过于将员工看得不好领导了,其实员工没有那么难沟通,在家具业的小批量生产中,只有极个别的工序需要反复换模或调机,大多工序如打磨、喷油等无所谓大小批量,效率是一样的,员工并不会在乎批量大小。
针对要反复换型的工序,我们完全可以找2个没有技能的人来帮忙找模板或调机,这可以快速培训完成。
只有高层的观念变了,要这样执行,生产就可以顺畅,而我们很多工厂高层自已的思想未能调整,员工当然也就无法按新方式来运作。
第四个迈不过的槛为未能识别瓶颈工序并充分挖掘之
一条生产线的最终产出决定于最弱的工序,说起来好象人人懂,但要应用生产上,却全忘记了,比如瓶颈是在打磨,我们有否思考例如以下的方法来释放之:
l 打磨工序中午不能停工,哪怕多算加班费,或轮流加班
l 晚上时间可以利用,可以二班倒,三班倒
l 尽可能采用机磨
l 用好的磨机和磨料
l 将工序计件,或增高计件工资
l 采用竞赛机制
l 更好地照顾他们,做思想工作,做好后勤支援
l ……
如果一家200人的厂一天出40件产品,而将瓶颈工序从40件提升到60件,是比较轻易达成的,如果瓶颈工序产量升到60件,那么成品产出就可达到60件,相当于全厂增加了100人的成绩,其改善成效相当可观。
认真实行以上方法和步骤,生产顺畅指日可待。
 QQ:1064529807,13926880835 生产交期管理、心态培训专家 |
 黄太吉再怎么忽悠也成不了麦当劳!
黄太吉再怎么忽悠也成不了麦当劳! 微软如今面临的最大问题是什么?
微软如今面临的最大问题是什么?




一共有 0 条评论
发表评论
以上网友发言只代表其个人观点,不代表总裁网的观点或立场。